Leggi le ultime da Rinnova

26.03
La tua officina produce ancora a temperatura variabile? I tuoi concorrenti più seri hanno già smesso.
Diciamola chiaramente: in Italia non esistono studi pubblici che quantifichino con precisione quanto costa alle PMI della meccanica lavorare in un capannone a temperatura non controllata. Nessuno ha mai condotto quella ricerca, nessuna associazione di categoria ha mai pubblicato quel dato.
Ma c'è qualcosa di ancora più interessante da osservare: le officine italiane più competitive — quelle che vincono le commesse più difficili, quelle che lavorano per l'aerospace, per il motorsport, per il medicale — quella ricerca non l'hanno mai aspettata. Hanno già risolto il problema. E lo dicono apertamente, nei loro siti, nei loro materiali commerciali, come se fosse ovvio.
Questo articolo non ti porta dati italiani sul problema, perché non esistono. Ti porta qualcosa di più utile: la mappa di chi ha già fatto il salto — e le ragioni fisiche per cui chi non lo ha ancora fatto sta lasciando soldi sul banco ogni giorno.
La domanda che vale la pena farti
Se i tuoi concorrenti migliori — quelli che prendono le commesse che vorresti tu — hanno già la sala CMM a 20°C e il capannone climatizzato, cosa stai usando come argomento tecnico per differenziarti da loro?
1. Il benchmark italiano: chi ha già risolto — e lo dice pubblicament
Non si tratta di grandi multinazionali. Sono officine italiane di medie dimensioni, spesso familiari, spesso nel Nord-Est o in Emilia, che hanno scelto di investire nel controllo termico come leva competitiva. Eccone alcune che lo comunicano apertamente:
| Azienda | Zona | Cosa dichiarano | Cosa significa per te |
| CMS Meccanica Tonon | Godega di S. Urbano (TV) | Non conformità < 0,02% | Processo termicamente controllato in ogni fase. Zero scarti non è fortuna, è metodo. |
| Mecwork Srl | Vobarno (BS) | Sala metrologica a 20°C, CMM Zeiss Contura | Misure certificate ISO 1. Può fornire a chiunque richieda conformità di processo documentata. |
| CAM-tech | Mordano (BO) | Sala metrologica a T° controllata per ogni collaudo | Il controllo termico è standard operativo, non optional. Aerospace, Formula 1, MotoGP. |
| T.M.S. Srl | Nord Italia | Sala micrometrica climatizzata con piano di base Alpa | Anche le officine di medie dimensioni si sono adeguate. Non è più un vantaggio: è il minimo atteso. |
Fonte: siti istituzionali delle aziende citate, pubblicamente accessibili.
Il dato più significativo è quello di CMS Meccanica Tonon (Treviso): un tasso di non conformità inferiore allo 0,02% non è il risultato di una macchina CNC migliore — è il risultato di un processo controllato in ogni variabile, temperatura inclusa. Per confronto, un'officina standard senza controllo termico lavora tipicamente con tassi di scarto tra il 3% e il 10% a seconda del settore e delle tolleranze richieste.
Tasso di non conformità dichiarato — confronto tra officine con e senza controllo termico
Dati pubblici dai siti istituzionali delle aziende italiane citate · benchmark PMI senza controllo termico da studi internazionali
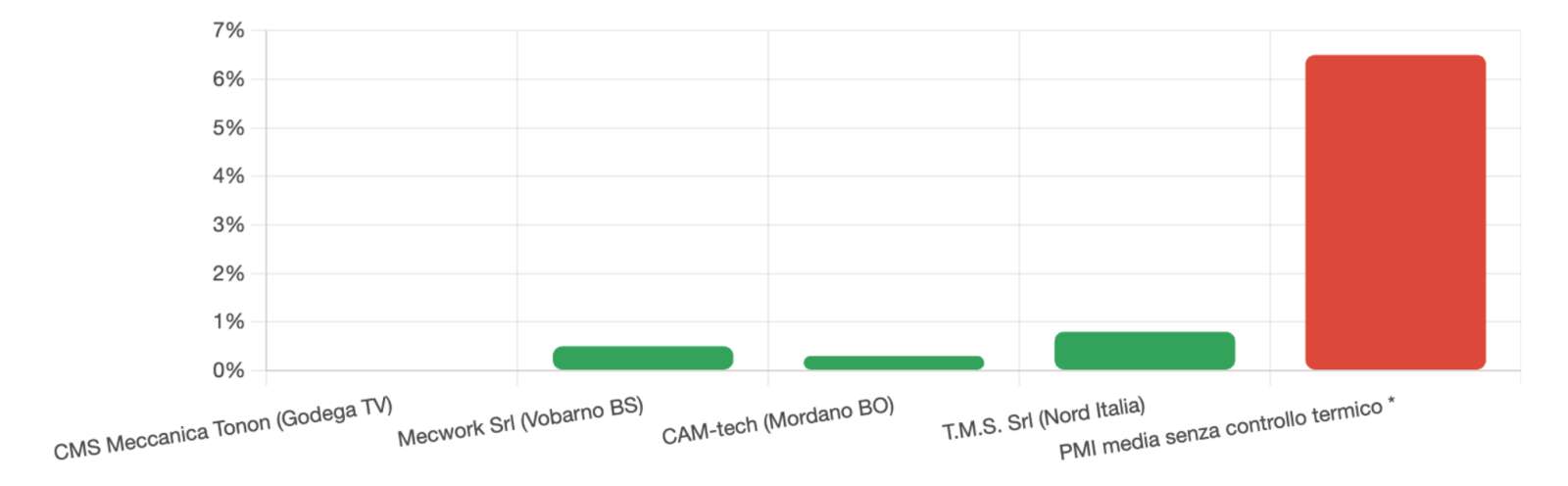
* Media stimata per PMI meccanica di precisione senza controllo termico ambientale (International Journal of Advanced Manufacturing Technology, 2024).
Il vero danno non sono gli scarti — sono le commesse che non arrivano
Quando un'azienda del settore aerospace o medicale valuta i propri fornitori, la sala CMM a temperatura controllata non è un plus: è un requisito minimo di qualifica. Se non ce l'hai, non entri nemmeno nella lista. Il danno economico più grande non lo vedi nelle rilavorazioni — lo vedi nelle offerte che non puoi nemmeno fare.
2. Perché la fisica non fa eccezioni per le PMI italiane
Lo standard ISO 1 — vigente dal 1931, mai modificato su questo punto — stabilisce che la temperatura di riferimento universale per tutte le misurazioni meccaniche è 20°C. Non 22°C d'estate, non 16°C d'inverno: 20°C, costanti.
Quando un pezzo viene lavorato a 26°C e poi misurato su un banco non termostatato nello stesso ambiente, la misura non rispecchia la realtà geometrica del componente. Il pezzo ti sta mentendo — e potresti accettarlo come conforme, o scartarlo erroneamente.
Ecco cosa succede fisicamente ai materiali più comuni nelle officine del Nord-Est, con una variazione di soli 5°C rispetto ai 20°C di riferimento:
| Materiale | CTE (µm/m·°C) | Espansione su 100 mm con ∆T +5°C | Rischio a tolleranza IT6 |
|---|---|---|---|
| Alluminio | 23 | 11,5 µm | CRITICO |
| Acciaio inox | 17 | 8,5 µm | CRITICO |
| Ottone / Rame | 19 | 9,5 µm | CRITICO |
| Acciaio al carbonio | 12 | 6,0 µm | ALTO |
| Ghisa grigia | 11 | 5,5 µm | MODERATO |
| Invar (lega speciale) | 1,2 | 0,6 µm | TRASCURABILE |
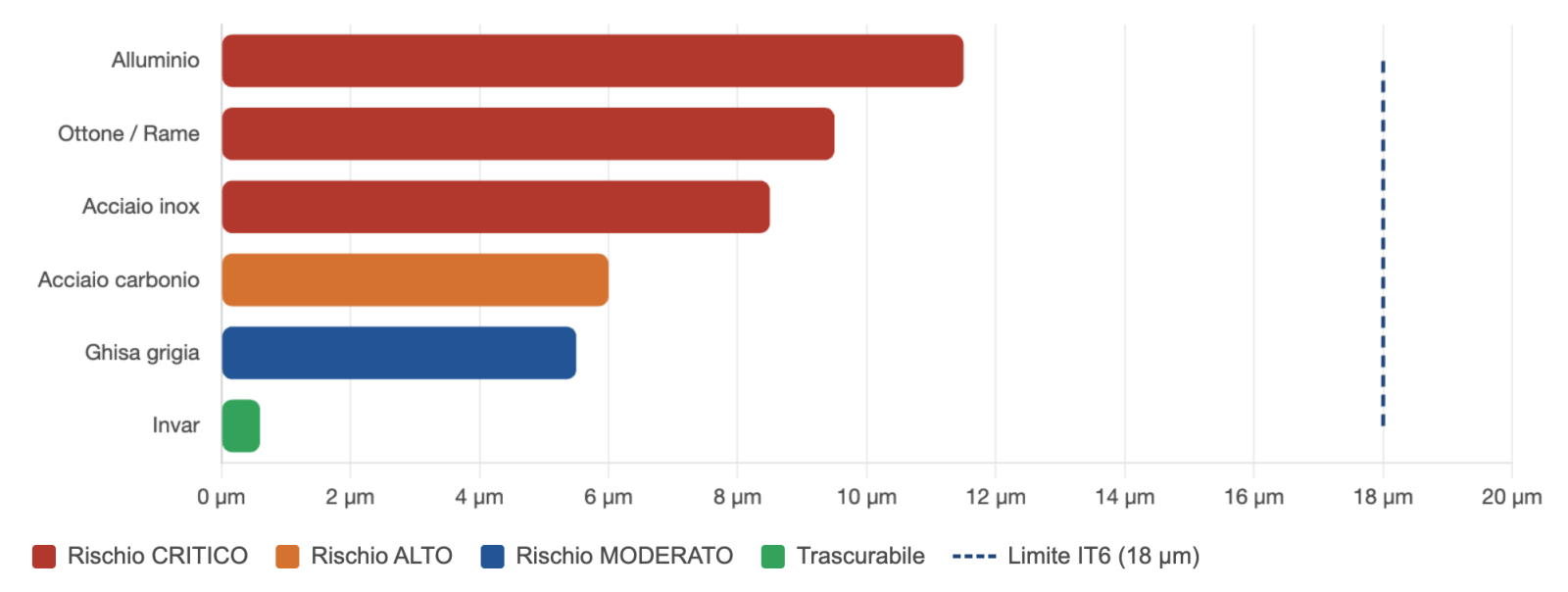
IT6 su Ø50 mm = campo totale 18 µm (±9 µm). Un pezzo in alluminio con ∆T = +5°C genera già 11,5 µm di errore — il 64% del campo totale.
Espansione termica su 100 mm con ∆T +5°C — confronto material
La linea tratteggiata è il limite del campo di tolleranza IT6 su Ø50 mm (18 µm totali = ±9 µm)
Esempio pratico — officina tipo, Padova/Treviso, estate/inverno
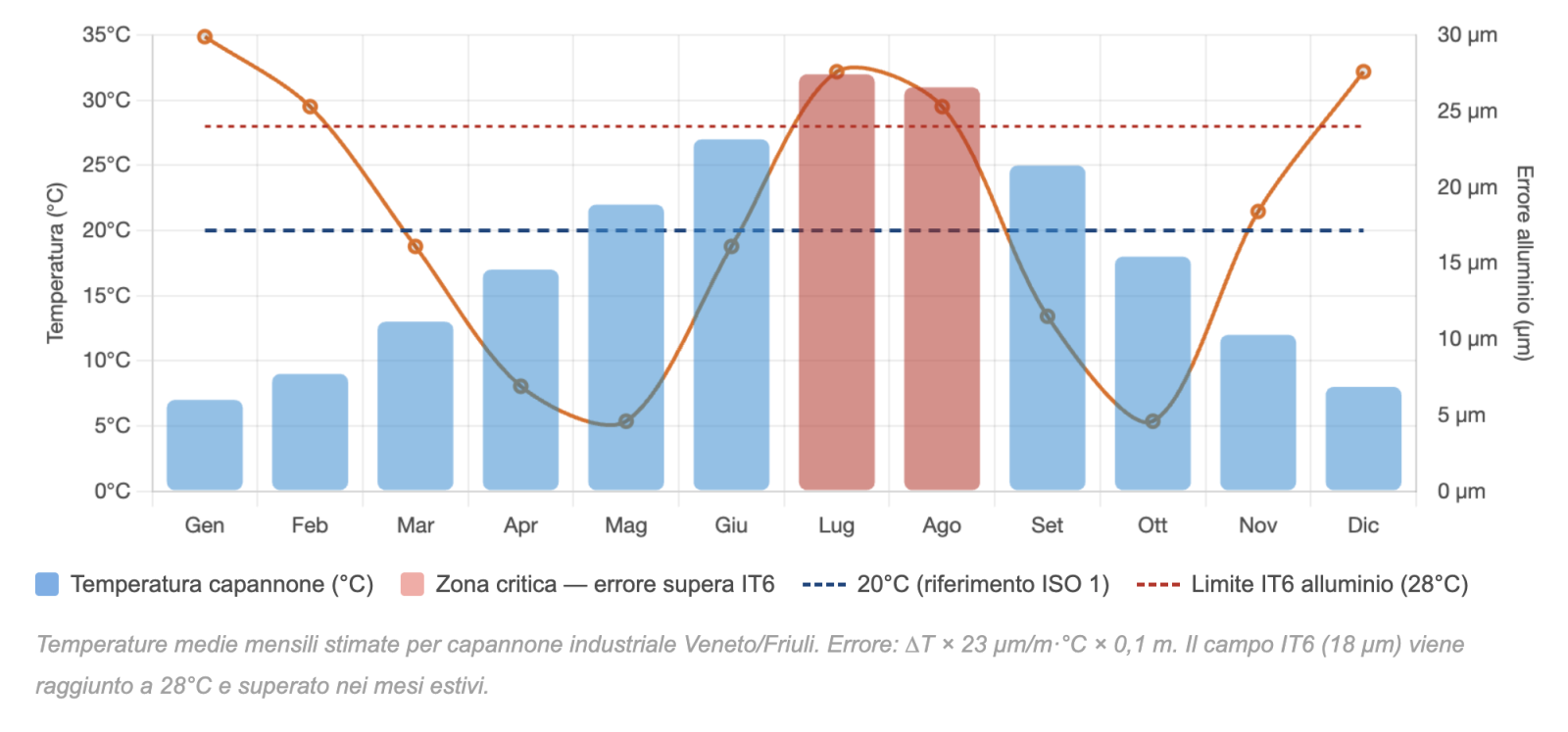
Pezzo in alluminio da 80 mm, tolleranza IT6 (campo ±7 µm). Temperatura capannone: 14°C a gennaio, 32°C a luglio. Differenza: 18°C. Espansione termica: 23 µm/m·°C × 0,080 m × 18°C = 33 µm . Il campo totale di tolleranza è 14 µm. Il pezzo è fuori tolleranza per sola dilatazione stagionale, senza che nulla nel processo sia cambiato.
Escursione termica annua in un capannone non climatizzato del Nord-Est
Errore dimensionale su pezzo in alluminio da 100 mm · tolleranza IT6 · area rossa = mesi critici fuori campo
3. I numeri che l'Italia non ha — ma che parlano anche di te
In assenza di studi italiani specifici, il riferimento sono le ricerche pubblicate su riviste tecniche internazionali e i casi documentati da produttori mondiali. I settori analizzati — automotive, aerospace, medicale, utensileria — sono gli stessi in cui operano migliaia di PMI italiane come fornitori di secondo o terzo livello.
| Settore | Problema termico | Scarto / perdita | Risultato dopo il controllo termico |
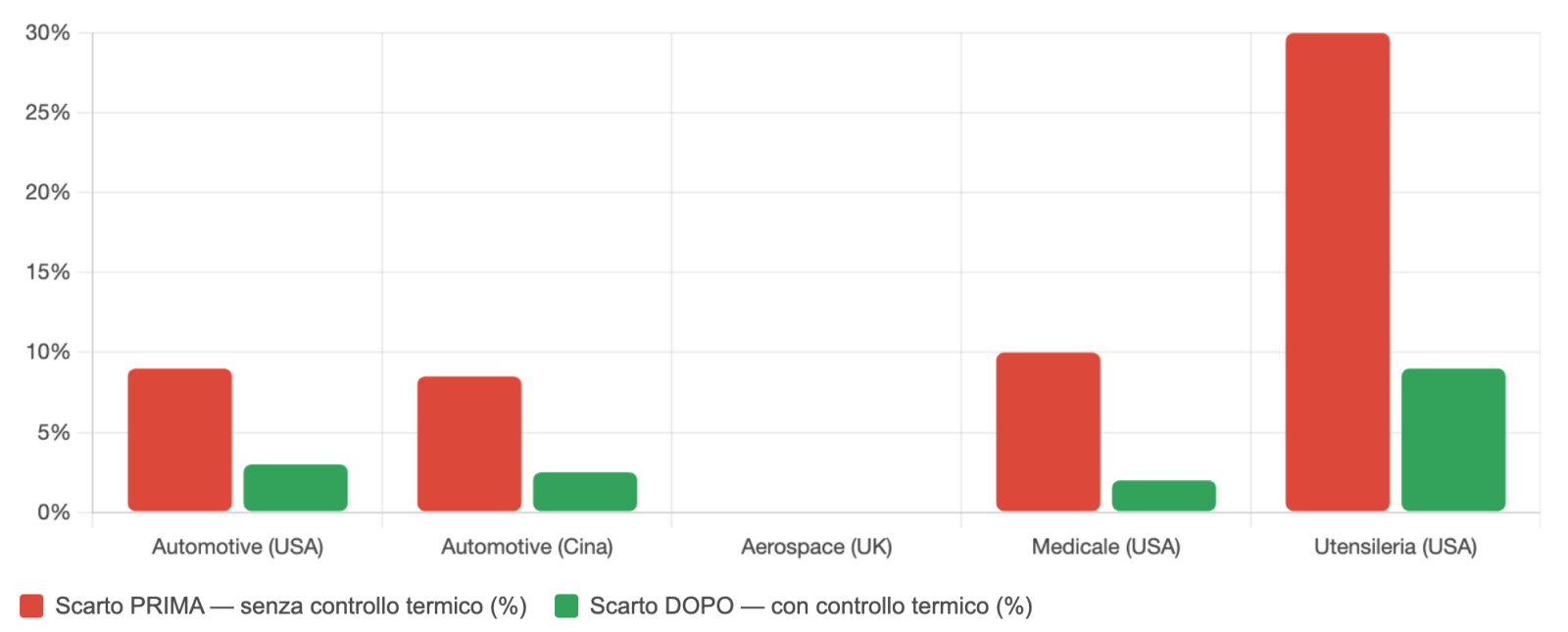
| Automotive (Michigan, USA) | ∆T 10°C capannone CNC tornitura | Scarto 8–10% | –15% scarti → $200.000/anno risparmiati |
| Automotive (Cina) | ∆T invernale 10°C, bancale CNC | Scarto >8% | –18% scarti → $150.000/anno risparmiati |
| Aerospace (UK) | ∆T stagionale 10°C, fresatrici 5 assi alluminio | Errori 40 µm (tol. 20 µm) | Errori → 10 µm · +12% resa produzione |
| Medicale (USA) | Variazione refrigerante ±6°C | Rifiuti al 10% | Rifiuti → 2% stabilizzando a 18°C |
| Utensileria (USA) | Gradiente capannone +70% (forni vicini a CNC) | Scarti 30% su stampi di precisione | –30% scarti con zonizzazione termica |
Fonti: International Journal of Advanced Manufacturing Technology (2024), Anebon Metal Manufacturing Studies, Modern Machine Shop. La fisica del coefficiente di dilatazione termica è identica in Michigan e a Vicenza.
Prima e dopo il controllo termico — scarti documentati nei settori che servono i tuoi clienti finali
Dati internazionali di riferimento per i settori automotive, aerospace, medicale e utensileria
4. I segnali che la temperatura sta già costandoti — anche se non lo sa
Spesso il danno da temperatura non controllata non si vede come "pezzi fuori tolleranza". Si manifesta in modi più subdoli, che le officine tendono ad attribuire ad altre cause:
Rendimento variabile tra estate e inverno
Se il tasso di scarto o di non conformità è più alto in luglio/agosto o in dicembre/gennaio rispetto ai periodi intermedi, la causa principale è quasi certamente termica. La stagionalità del rendimento produttivo è il primo indicatore diagnostico.
Pezzi che misurano bene in officina, ma tornano dal cliente
Se il pezzo viene misurato ancora caldo (subito dopo la lavorazione) o in un ambiente più caldo di 20°C, la misura è sbagliata per definizione. Un pezzo che supera il collaudo interno e torna come non conforme dal cliente è quasi sempre un problema di misura termica, non di lavorazione.
Il primo e il secondo turno non si comportano allo stesso modo
Il mandrino di un centro CNC in lavoro continuo si scalda di 8–15°C nelle prime due ore. Ogni grado sposta il punto utensile di 2–3 µm. Se i pezzi del turno pomeridiano escono sistematicamente diversi da quelli del mattino, il processo non è instabile: è termicamente non compensato.
Non riesci a quotare certi clienti o certi settori
Aerospace, medicale, motorsport, industria della difesa: tutti richiedono esplicitamente, spesso già nel capitolato, la presenza di un ambiente di misura a temperatura controllata conforme ISO 1. Se non puoi dichiararlo, non puoi nemmeno rispondere all'RFQ.
5. La soluzione industriale: climatizzazione a temperatura controllata
Il controllo termico di un reparto di meccanica di precisione non equivale a mettere un condizionatore da ufficio. È un impianto progettato su misura per gestire i carichi termici industriali — generati dai centri di lavoro, dai refrigeranti, dalla movimentazione — e mantenerli entro bande ristrette tutto l'anno.
L'investimento si ripaga — ma il vantaggio competitivo è immediato.
Un impianto di climatizzazione industriale per un reparto di 500–800 m² costa tipicamente tra 25.000 e 70.000€, a seconda del livello di precisione termica richiesto. Il payback economico (riduzione scarti + risparmio energetico) è solitamente inferiore a 24 mesi. Ma il vantaggio competitivo — la possibilità di quotare forniture che oggi non puoi fare — è attivo dal primo giorno di funzionamento.
Payback dell'impianto — flusso di cassa cumulativo per una PMI meccanica tipo del Nord-Est
Ipotesi: reparto 600 m² · produzione €600.000/anno · scarto attuale 6% · investimento impianto €40.000
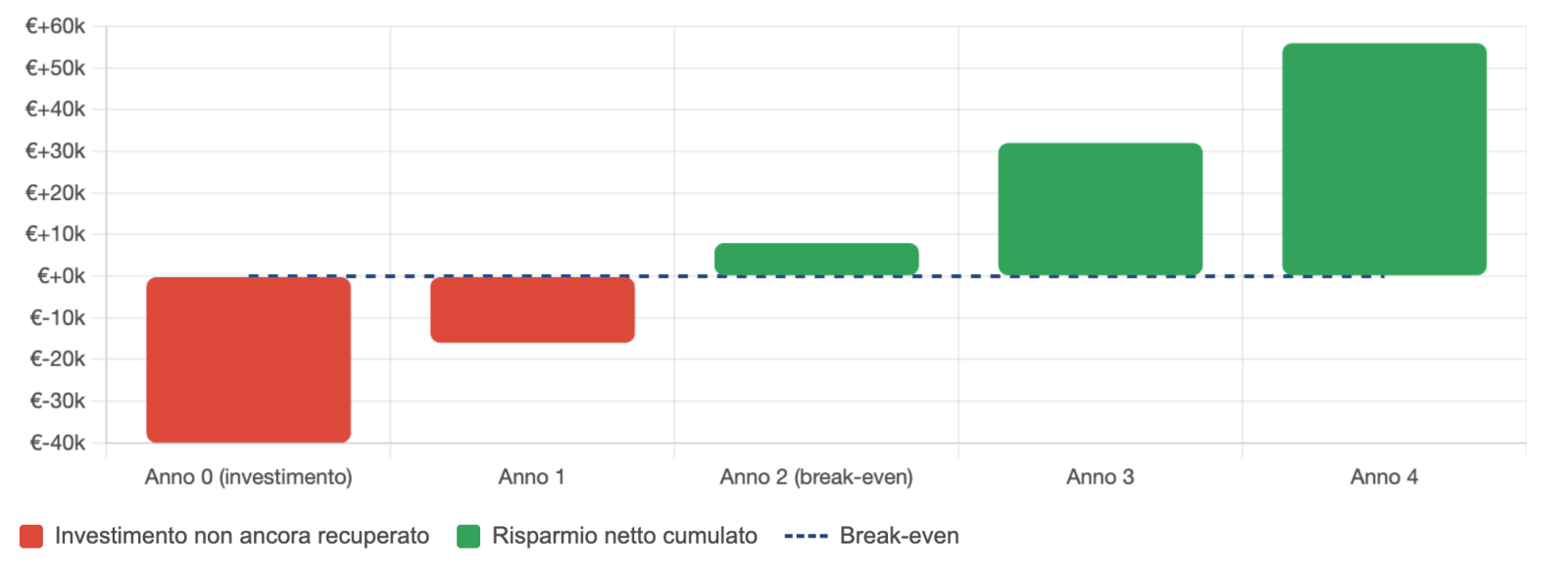
Risparmio annuo stimato: €24.000 (riduzione scarti da 6% a 1,5% + risparmio energetico – manutenzione impianto). Incentivo Conto Termico 3.0 non incluso: riduce ulteriormente il payback.
Se vuoi capire se la temperatura sta influenzando la tua qualità produttiva, o se vuoi posizionarti per accedere a mercati che oggi ti sono preclusi, contattaci. Facciamo un sopralluogo gratuito e ti diciamo con precisione — dati termici alla mano — cosa sta succedendo nel tuo capannone.
Richiedi un sopralluogo gratuito
La differenza tra un'officina che perde commesse e una che le vince non è sempre nella macchina utensile.
Spesso è nell'ambiente in cui quella macchina lavora.
Vuoi capire come climatizzare il tuo ambiente industriale massimizzando l’efficienza dei tuoi macchinari ed il benessere dei tuoi dipendenti?
Clicca qui e prenota la TUA analisi telefonica.
Vuoi saperne di più?
- Scarica la miniguida “Climatizzazione industriale: 7 consigli chiave prima di fare la tua scelta”
- Accedi all’Area privata di Rinnova (come da indicazioni che troverai nella guida) e scarica il modello di analisi dell’aria che ti permetterà di fare una prima valutazione della tua azienda
- Seguimi sul canale youtube per tenerti informato su Incentivi, sistemi di climatizzazione industriali e tutte le soluzioni che si possono adottare per la tua azienda

Mauro Toffanello
Vi aiuto nel processo di realizzazione del vostro impianto di climatizzazione industriale, dalla progettazione fino alla liquidazione degli incentivi, il mio team è a tua disposizione.
Vuoi avere un contatto diretto con me?
Il primo passo è prenotare un’analisi telefonica per capire se e come ti posso aiutare a risolvere i problemi legati alla climatizzazione della tua azienda. Segui il percorso cliccando il pulsante qui di fianco
Domande, dubbi, perplessità?
Scrivimi qui sotto!
Il tuo indirizzo email non sarà pubblicato. I campi obbligatori sono contrassegnati *
Gli ultimi articoli
24.03
Pulizia e manutenzione delle pompe di calore: cosa devi sapere (e cosa rischi se non lo fai)
Una pompa di calore efficiente non si mantiene da sola: senza manutenzione programmata, aumentano i consumi, diminuiscono le prestazioni e crescono i rischi di fermo impianto. Un approfondimento su obblighi normativi, controlli F-Gas e vantaggi di una gestione proattiva.
Continua >
24.03
Iperammortamento 2026–2028: la guida operativa per le imprese che investono in pompe di calore e sistemi ad alta efficienza
L’iperammortamento 2026–2028 torna protagonista tra gli incentivi per le imprese, offrendo vantaggi fiscali rilevanti per chi investe in pompe di calore e sistemi ad alta efficienza. In questa guida operativa, un’analisi chiara di funzionamento, aliquote, requisiti tecnici e opportunità di cumulabilità con il Conto Termico 3.0.
Continua >
02.10
Visita al Cantiere di Nice Lens: Come Progettiamo la Climatizzazione Industriale per Garantire Efficienza e Comfort
In questo articolo vi porto dietro le quinte di uno dei nostri cantieri presso Nice Lens, un azienda che si trova ad Albizzate, leader nella produzione di lenti sportive. Oggi voglio mostrarvi come lavoriamo sul campo per installare...
Continua >
